


Conversion & Pretreatments
Pioneer offers various conversion coatings and pretreatments to promote adhesion of organic coatings and improve the appearance or corrosion resistance of the base substrate.
Pioneer offers various conversion coatings and pretreatments to promote adhesion of organic coatings and improve the appearance or corrosion resistance of the base substrate.
Aluminum Conversion Coatings are non-decorative coatings applied to aluminum parts to achieve a thin, electrically-conductive coating that will provide corrosion resistance. These coatings are also a great base coating for aluminum parts that require painting, as they will significantly improve the adhesion of the paint to the aluminum.
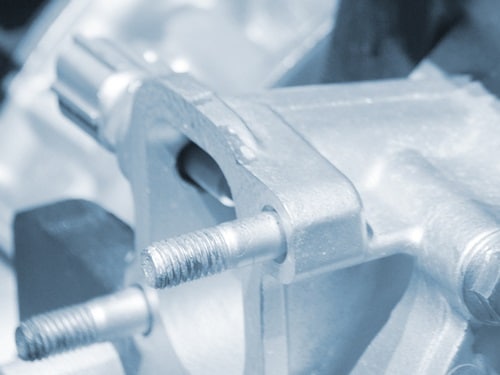


Solution Heat Treatment is a treatment in which an aluminum alloy is heated to a suitable temperature and held at this temperature for a sufficient length of time to allow a desired constituent to enter into the solid solution, followed by rapid cooling to hold the constituent in the solution.
A time-temperature-dependent change in the properties of certain aluminum alloys. It is the result of precipitation from a solid solution of one or more compounds whose solubility decreases with decreasing temperature. For each alloy susceptible to aging, there is a unique range of time-temperature combinations to which it will respond.

Receptive Metals
Aluminum
Standard Specifications
AMS2770
AMS2771
BAC5602
BAC5946
Manganese Phosphate is a treatment that utilizes manganese salt, phosphoric acid, and an accelerator, all of which are applied at very high temperatures. This conversion coating process involves the dissolution of the base metal and subsequently forms part of the actual coating — offering excellent wear resistance.
Pioneer’s Manganese Phosphate process is widely used in applications with part to part contact, like gears, and in applications utilizing extreme torque values or requiring multiple rundowns, like bolts. This is due to Manganese’s natural crystal structure that is very durable and will not fracture. Due to this structure, Manganese Phosphate is an ideal coating for break in processes as well.

Standard Specifications
PS8890 – Method A
GM4277M
RoHs, REACH, ELV, & WEEE Compliant
Performance Benefits
Corrosion Resistance
Extremely durable in part to part contact
Handles extreme torque values
Excels in multiple rundown applications
Provides a base for subsequent coatings
Receptive Metals
Steel
Parts Washing is a process that is able to remove rust, mill oils, and lubricating oils through a variety of methods. Normally parts which will end up being shot blasted will need to be washed prior to processing to prevent contamination of the blast media. Pioneer’s in-house equipment is designed to wash any type of part, from fragile to durable.


Performance Benefits
Thoroughly cleans surface prior to additional processes
Passivation is a non-electrolytic finishing process that makes stainless steel more rust-resistant. The passivation process typically uses nitric or citric acid to remove free iron from the surface. This results in an inert, protective oxide layer that is less likely to chemically react with air and cause rusting corrosion.
By chemically removing unalloyed iron from the surface of stainless steel, the passivation process allows a thin oxide “film” layer to form on the clean surface. When the surface iron is removed, the other components of the alloy (primarily chromium, and often nickel as well) are left behind as a surface layer over the underlying steel. Upon exposure to air, these elements react with oxygen to form an oxide layer that protects the rest of the steel from corrosion.
Standard Specifications
ASTM A380 (Codes F, I, and J)
ASTM A967 (NITRIC 2 & 5)
AMS2700
QQ-P-35 (TYPE VI)
RoHs, REACH, ELV, & WEEE Compliant
Performance Benefits
Corrosion Resistance
Paint Adhesion
Receptive Metals
Stainless Steel
Max Part Size
132″ x 48″ x 28″
20″ x 30″ x 9″
Pickle & Oil is a metal surface treatment used to remove impurities, such as stains, rust, or scale from ferrous metals. Bundles are broken and parts separated and then dipped in a solution which contains strong acids used to remove the surface impurities. It is commonly used to descale or clean steel in various steel making processes. After pickling, a light water soluble rust preventative is applied to slow the rate of rust.

Standard Specifications
AMS2700
ASTM B117
QQ-P-35
Performance Benefits
Provides a clean and smoother surface than shot blasting
Provides quality paint application and appearance
Superior surface application for E-Coat and Powder Coat
Clean surface cosmetic consistency
Receptive Metals
Steel
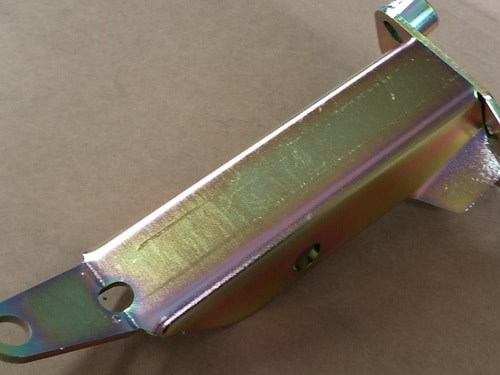
Zinc Phosphate is a process that is widely used to improve corrosion resistance and paint adhesion on steel and iron. Immersion applied coating weights from 150mg/sqft to 1200mg/sqft can easily be achieved. While the crystalline structure produced is typically reserved as a base for paint adhesion, it can also serve as a short term corrosion inhibitor while improving the substrate’s appearance.

Standard Specifications
PS-80
TES1000
TES1007
PS119.0
RoHs, REACH, ELV, & WEEE Compliant
Performance Benefits
Corrosion Resistance
Provides a base for subsequent coatings
Receptive Metals
Steel
Detailed Penetrant Inspection techniques reveal possible cracks, voids and inclusions in critical aerospace parts. Both high volume and high sensitivity processes are utilized. Our inspectors are knowledgeable, experienced with aerospace parts and very skilled in the utilized inspection methods.

Specifications
ASTM E1417, Standard Practice for Liquid Penetrant Testing, Industry Standard
BAC5423, Penetrant Methods of Inspection, Boeing
BSS7039, Liquid Penetrant Inspection, Boeing
DPS4.707, Penetrant Inspection (Fluorescent), Boeing
Max Size
5′ × 29″ × 32″